Insights
The stages of the drying process
Atomization
Atomization (Phase 1) is the first process the liquid undergoes during a spray drying process. It have a strong impact on the size distribution of the droplets of liquid and consequently the particle size and the nature of the final product. The atomization of the liquid allows a significant increase in the surface area of the liquid with a consequent faster transfer of heat and mass, which is the basis of the rapid evaporation of the solvent in the spray drying process. There are several atomization devices, the most common remain the so-called pressure nozzles, two fluid nozzles and rotary atomisers. Two fluid nozzles can be used both on laboratory scale and on larger scale, while rotary atomisers and pressure nozzles are mainly used on an industrial scale, however already on our pilot plant it is possible to have all three types of nozzles.

Contact between hot gas and nebulized liquid
After atomization, the droplets come into contact with the heated drying medium. A rapid evaporation of moisture from the surface of all droplets is happening, at this stage it is essential to have a uniform gas flow in all parts of the drying chamber. The drop-to-air contact determines several important parameters such as the evaporation rate of the solvent, the particles residence time in the drying chamber, the wall particles deposition, the particles morphology and the product quality. There are three models of airflow of existing droplets, co-current, countercurrent and mixed flow, which are related to the direction of the drying gas flow relative to the spray direction. In the co-current flow, the spray and drying gas enter the drying chamber at the same point, usually the top of the drying chamber. The spray meet the drying gas at its maximum temperature but the droplets are kept at low temperature due to the high evaporation rate. The droplet temperature is approximately at the temperature of the wet bulb, which is the temperature at which the gas has been cooled by evaporation of the solvent from the droplets. Moisture evaporation is rapid, the gas temperature decreases rapidly in contact with droplets resulting in a small thermal load on the final product, being in contact with colder air. Co-current flow is preferable for heat sensitive material, while in the countercurrent flow, the drying gas enters the lower part of the drying chamber, on the opposite side of the spray. Here, the temperature of the output product is almost the temperature of the supply air; so it is possible to obtain a low residual moisture content as dry dust meets hot and dry air, nevertheless the thermal impact on the encapsulated material is greater than the co-current flow. In addition, the time spent in the drying chamber increases due to the airflow upwards. This solution is used for heat-resistant products. The mixed flow model is a combination of co-current flow and countercurrent

Particle shapes and structures
One of the great advantages of spray drying is the ability to produce different types of particles. In fact, there are many particle morphologies that can be obtained: dense structures, hollowed, porous, wrinkled, collapsed or cenospheres. However, many other characteristics of the final product can be managed such as: dimensional distribution, moisture content, smoothness, density etc. The figure summarizes the impact of some process parameters on the morphology of the final product. The drying of droplets generally follows two different ways: one that leads to small and solid particles, the other to large and empty particles. As a general rule, slow drying rate leads to more compact particles, while rapid drying rate leads to the formation of low density particles. Briefly, the relationship between the superficial recession and the spread of solutes within the particle is the driven engine for the definition of particle morphology and this relationship is known as Peclet (Pe) number. For example, at low evaporation rate the value of Pe is low (Pe is <1) due to a higher diffusion rate, in this case solid particles with reduced gaps and high density are produced. While when the combination of input-output temperature is high (Pe is >1), the evaporation rate is high, resulting in rapid accumulation of solid substances on the surface of the droplet leading to a local increase in viscosity followed by a sort of shell (in this case there may phenomena that drive to a particle collapse or the presence of wrinkles on the particles).

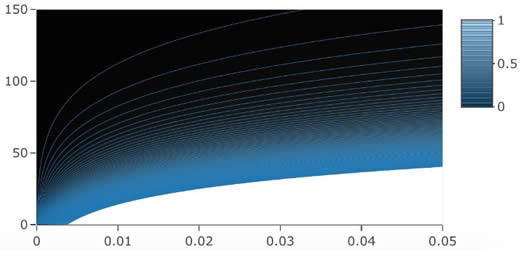
The importance of relative humidity
One of the most important aspects to control of a spray drying process is not only the output temperature after the cyclone collector, but the control of the residual moisture levels of the product. Typically the Relative Humidity (RH %) within the spray drying chamber is essential to determine the moisture content of the product. An output material with high levels of residual moisture is subject to reduced microbiological and physiochemical stability, moreover, sugar materials are often sticky and in the glassy state, so it is important to process them at temperatures and relative humidity (UR) below their glass transition. Therefore, in order to obtain materials with reduced moisture content or in any case conform to the target moisture content, while ensuring a good yield of the process, the management and optimisation of all process parameters is essential. This approach is complex and laborious as it requires the integration of mechanistic modelling (e.g. heat and mass balances) in order to determine a thermodynamic design space for a given process and scale. Usually, during the scale-up of the SD process, the operating parameters are selected so that the RH is maintained on all scales and therefore the moisture content of the resulting product is kept constant. Nevertheless the collector at the exhaust of the cyclone is at a lower temperature than the output of the SD chamber which, with the same absolute constant humidity, results in a higher UR inside the collector (see figures below).